手机:15325526851
手机:15325526851
服务热线
15325526851
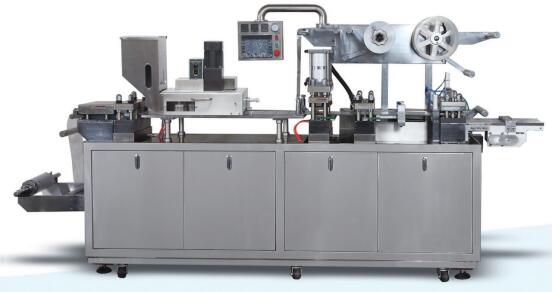
高速铝塑包装机使用变频调速装置,在规定范围内可随意调节速度。自动检测功能,如不开袋或开袋不完整时,不加料,不热封,袋子可再次利用,不浪费物料,为用户节约生产成本。安全装置,当工作气压不正常或者加热管故障时,将报警提示。水平送袋方式,储袋器可以存放更多包装袋,对成袋质量要求较低,分袋、上袋率高。
正压吹气,将气管伸入袋中并夹紧袋口后吹气,使自立袋底部完整打开,避免袋子底部打开不完整导致物料溢出。调整袋宽采用电机控制,按住控制按钮即可调整各组机夹宽度,操作方便,节省时间部分采用进口工程塑料轴承,无需加油,减少对物料的污染;采用无油真空泵,避免生产环境的污染。包材损耗低,本机使用的是预制好的包装袋,包装袋图案完美,封口质量好,从而提高了产品档次。
高速铝塑包装机操作流程
1、开电绿指示灯亮,成形上下与热封二只加热开关分别扳到“ON”位置,工作台第1,温控仪掌控成形温度,一般分别预置90C和100C,第二温控仪热封,温度预置120C?-140C?上下,成型与热封温控仪预置温度,明确酌情而定。
2、丢下起引料辊上压块,成型加热板温度到位,再开PS,塑料PVC先成型,成型泡眼与热封模具孔位合乎,留意热封模座用手柄丢下热封模压住铝箔,铝箔会带动到冲裁。观察塑料(指机板面已成型PVC)行走是否大约位移。如果有偏向应变更起引压辊座调动起引方向。
3、如果铝箔大约偏动,可调转节辊座手轮调下。如果前后偏差可调箱体行进。
4、热封冲裁正常后适度开启加料器闸板,使药品(片剂胶囊、糖衣)适量转入加料室,如有小量缺粒可人工补填,补粒时首要注意事项:滚筒压辊轧手和钩破铝箔,另外成型泡眼过到压辊边,有缺粒,不想勉强再补,填不许孔位,药物被带入时,更受到影响同步,轻此在铝箔封合时粘模具上,要集机处理。
5、由于提高药品重量,铝箔拉力及机器温度逐步变化程序不等,有可能产生成型和热封不同步现象,超前或滞后,先检验塑料PVC和铝箔有否阴隔,然后可用机上微调机构调整。微调机构在模具向上向后,因其变更距离或箱体前后变更。所以在开机前应放到中立位置,才可向上向后行进,也可用前箱体行进调节,准确行进后,版块要等走完十几版后才准确,所以在未走完时,不想乱调来调去。
6、塑料铝箔的热封质量(粘合均匀分布稳固平正)由温度或压力,网纹板平正度来证见,如果经常出现热封不良,一般宜温度,一般宜温度,压力稍低,调正温度,变更螺册压力。
7、冲裁偏位,裁下用版式位移,停机将手调箱体行进,已可以调模移位。
8、在日常操作知识,对于操作工作必需懂知该机结构原理,由凸轮传动装置顶杆座的滚轮,上下行程,上盖模板位置固定死,经常出现泡罩不良状态,留意下成形模或热封到上止点,固紧立柱螺母,不留意的话更容易出故障,顶杆座的滚轮滚针咬死现象,排除方法。
以上便是今天关于威特机械把高速铝塑包装机的操作流程总结的真是齐全啊的全部分享了,希望对大家今后使用本设备能有帮助。